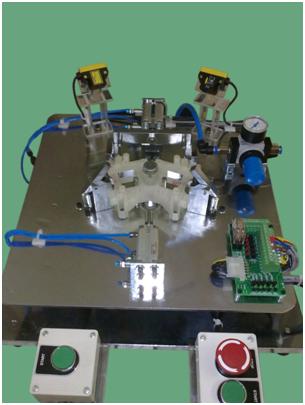
This is an Automated Tapping check fixture which is operated through PLC functions. Through Pneumatic and laser sensors it can sense the depth of the tapping and verify the component Ok and not Ok for fitment.


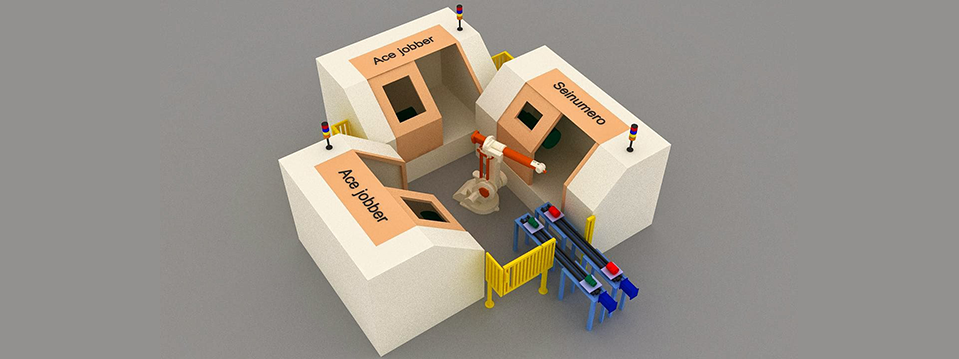
A unique Auto Feeder system using Electromechanical features for the Press shop is designed and developed which functions the Machine Component Presses completely automatically without need of any operator, giving best output and quality of stamped product for the client with improved safety features We are into Providing solutions for Press Automations. It is very effective for the press shop companies where they have various press operations to be performed manually. This operations can be done in auto mode with speed process.
We build Testing rig for Automotive Systems.This is specially developed for Power window switches which are fitted in segment of cars for operating the windows Up/Down.This system is developed for Endurance testing and force measurement testing of Switches. This machine has many logic features where we can actual simulate it with working conditions.

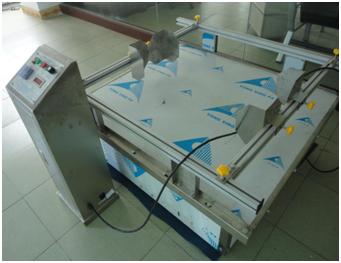
Vibration Testing Machine, which simulates a transporation environment, is applicable to the vibration test of toys, electronics, furnitures, gifts, ceramics, communications, packaging equipments, computer and automobile components, etc.
Designed, developed and manufactured a smart capacitor testing machine which checks capacitors for capacitance, resistance, voltage, and current parameters online. After checking the machine itself unloads the ok and not capacitors in the bins respectively. Features are counter on the HMI, all parameters stable on the HMI, real-time readings for the no of capacitors checked and save in excel format display.


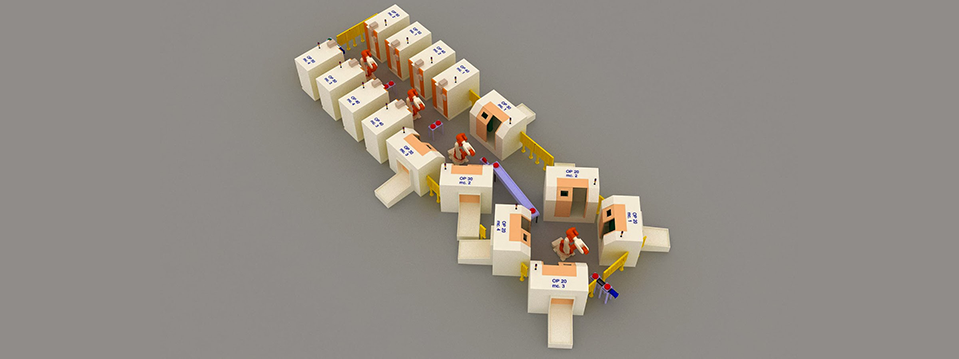
Designed and manufactured an Auto Gauging system for testing surface cracks for bearing caps. The machine has the capability to check the outer surface cracks by eddy current testing system in secs. The output cycle time is 2 secs. The component comes on the input conveyor and is flipped on the indexer by the pneumatic gripper. The component is then checked for surface cracks by ECT probes. If the component is without cracks then it passed on the output conveyor and if the component is detected with cracks then it dropped in the rejection bin. There are features which are operated through HMI and data can be collected for OK and Not Ok through a drive
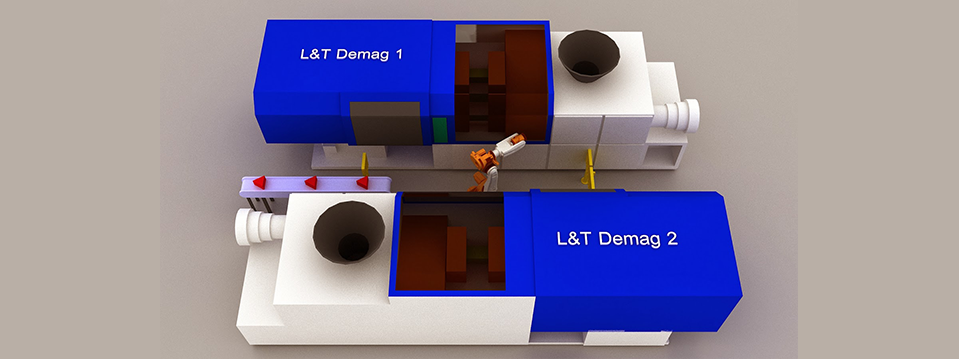
We have developed this Auto Indexing machine for our customers for the pasting of Automotive Transmission Shafts. This machine is completely automatic to operate only loading and unloading of shafts is manual. It is an 8 indexing station operating the machine for completing the process. It is developed for preventing the manual application of paste on the shafts, handling of components, pasting quality and to increase the productivity